ARC Stud Fixturing
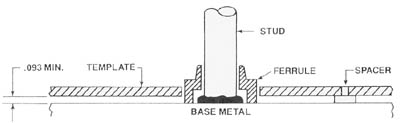
This method of templating is recommended for use with all arc studs. The template is usually a steel plate 3/32″ to 3/16″ thick. Spacers are required to allow gases to escape during the welding cycle. The arc shield can be held by a standard arc shield (ferrule) grip or where clearance is prohibited a tube type set-up can be used. The recommended hole size in the template to locate the arc shields should equal the maximum outside diameter of the arc shield plus 1/32″. Holes may be drilled or bored at the required stud locations. See stud specification sheets for ferrule details.
Bushing Method
 |
|
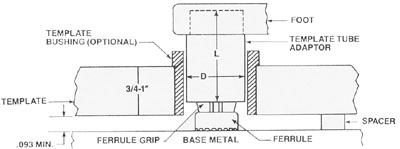
This method of templating is recommended for use with all arc stud styles. The design makes it possible to accurately hold angular alignment of the studs as well as stud location. The template should be made of ebonite or masonite of a thickness sufficient to afford good alignment. Template bushings may be used to insure greater accuracy and extend the life of the template. Standard ferrule grips are used with the tube adaptor. This permits standardization of templates since it is only necessary to change the ferrule grip to weld studs of different diameters. The hole diameter of the bushing or template should be approximately .010 larger than the maximum outside diameter of the template tube adaptor.